ビジネスインサイツ77号

- ページ: 1
- Vol.
未来を決める
いまがある
TOP INTERVIEW
夢ある未来を、共に創る
「共創ITカンパニー」への挑戦
SCSK株式会社 代表取締役 執行役員 社長 當麻 隆昭 氏
CONSULTING CASE
ポッカサッポロフード&ビバレッジ株式会社
敷島製パン株式会社
RESEARCH REPORT
成果を出す3つの提言
∼『生産技術者の未来実態調査』報告∼
TOP MESSAGE
サイエンスとアートの融合は
「感動」という革新を引き起こす
パナソニック ホールディング株式会社 参与 小川 理子 氏
SPECIAL INTERVIEW
チャレンジを許容する
生産現場に未来が訪れる
元日野自動車株式会社 アドバイザー 牟田 弘文 氏
77
�
- ▲TOP

- ページ: 2
- Vol.77
2
�
- ▲TOP
- ページ: 3
- 夢ある未来を、共に創る
「共創ITカンパニー」
への挑戦
社会課題にフルラインアップのIT サービスで挑むSCSK 。
豊かな社会に向け、
「 夢ある未来 」を実現するための新事業と経営指針とは。
就任3 年目の當麻社長が描くビジョンを伺った。
の當麻社長
経営理念が与える
大きなインパクトを
小 澤 本 日 は
グループの経営理念
サービスを提供し
以 上 構 え て い て、 お 客 様 に
﹁ 分 室 ﹂と 呼 ば れ る 拠 点 を 全 国 に
寄り添った
続けています。お客様と長期にわた
と具体的な活動に関してお話を伺い
ない強みだと思っています。
現場、そして開発運用力が他社には
り培ってきた強い信頼関 係を持つ
ます。まずは現状の事業の概要につ
社とは非常に多い
小 澤
数字ですね。今﹁ 現場 ﹂というキー
に、
いてお聞かせください。
グループは 年以
當麻
上にわたり、
コンサルティングから、
システム開発、検証サービス、
ワードが出ましたが、當麻社長がお
考えになる現場とはどのようなイ
當麻 そうですね。常にお客様に寄
り添いながら、逃げずに、最後まで
メージでしょうか。
やりきる、お客様とともに課題を共
︵ビ
マネジメント、
ジネス・プロセス・アウトソーシン
有し、価値を創造し続けていくとい
ハード・ソフト販売、
インフラ構築、
サービスをフルラインアッ
グ︶まで、ビジネスに必要なすべて
の
は、
當麻
月 に、 住 商 情 報 シ ス テ ム と
のがあったのですか。
年
社が合併して誕生した会社で
コンサルティング、システム開発、検
証サービス、ITインフラ構築、ITマネ
ジメント、ITハード・ソフト販売、BPO
などITサービス全般
う現場だと認識しています。
小 澤 こ う し た﹁ 現 場 を 大 切 に す
る ﹂姿勢と﹁ 夢ある未来を、共に創
うか。
の
事業内容
プ で 提 供 し て い ま す。 ま た、
る ﹂という経営理念がグループ全体
を軸としたお客様や社会との共創に
よる、さまざまな業種・業界や社会
に非常に大きなインパクトを与えて
の課題解決に向けた新たな挑戦に取
り組んでいます。
念が生まれた背景にはどのようなも
當麻 私どもは、これまで
社以上のお客様の課 題を解決して
いるとお見受けします。この経営理
小 澤 そ の 中 で と く に、
グループの強みはどのあたりでしょ
きたという実績がひとつの強みで
Business Insights Vol.77
3
2
0
1
C 1
S
K 10
す。 年の 月で 年が経過したの
12
事・総務グループ、人材開発グループ分掌役員を務め、新人事制度の
導入や人材投資の強化を図る。22年執行役員社長最高執行責任者に就
任。現在、代表取締役 執行役員 社長、健康経営推進最高責任者。
16,296人(2024年3月31日現在 連結)
I
T
す。また、お客様先に常駐している
10
1965年生まれ、大阪府出身。近畿大学理工学部卒業。87年4月住商コ
ンピューターサービス( 現 SCSK)入社。システムエンジニアとして製
造業を中心にシステム開発業務を経て、営業企画などに携わる。2013
年執行役員、16年上席執行役員、18年常務執行役員 製造・通信シス
テム事業部門長として製造業向けIT サービス事業を牽引、20年より人
従業員数
S
C
S
K
8
0
0
0
S
C
S
K
23
當麻 隆昭 氏(とうま たかあき)
21,420百万円
資本金
I
T
5
0
0
2
代表取締役 執行役員 社長
1969年10月25日
設立
50
I
T
I
T
B
P
O
S
C
S
K
8
0
0
0
SCSK 株式会社
[ SCSK株式会社 ]
S
C
S
K
S
C
S
K
I
T
I
T
�
- ▲TOP
- ページ: 4
- ですが、この2社が合併する際、両
が、腐心されたことは?
伝えるにはどうされていま
すか。
當麻 私が社長になって
年目に入り、ようやくコロ
當 麻 経 営 理 念 の 浸 透 に あ た り、
前々社長の時代から﹁ 各現場の責任
者が自ら語りかけていく ﹂ことを
ナも明けてからは海外投資
社の合併委員会の中でつくられた
共に創る ﹂です。私もこの合併委員
ずっと続けています。合併以来、社
家向けの
新たな経営理念が﹁ 夢ある未来を、
会に参画しており、その場で﹁ 価値
員アンケートで浸透 度合いを測っ
ていますが、今は %を超えていま
も含め、国外
います。その際に必ず海外
にも足を運ぶようになって
す。また、それぞれの現場で試行錯
拠点のナショナルスタッフ
業界は、
共創 ﹂を唱え、現在の経営理念につ
サービスでお客様を支援する立場で
誤しながら、合併以来 年かけて理
で、経 営 理 念 は よ り 広 く、深 く 浸
念や中期経営計画を話す機
の前で、われわれの経営理
は独特
日本の
で、欧米にはあまりそのよ
創っていく ﹂という意味を込めて
ます。
会を設けています。
います。
小澤 グループの中には海外の企業
もありますが、グローバルに理念を
うな会社は存在していませ
ん。自社に情報システム部
隊を構え、自らシステムを
構築するというスタイルで
す。そのため、
﹁ 夢ある未
に込められた想いに共感してもらう
続的な成長を目指すサステナビリ
社会課題の解決に貢献することで持
来を、共に創る ﹂の﹁ 共に ﹂
が日本の文
を説明し、理解・共感を得るように
化の中でどのような立ち位置なのか
優先的に取り組む課題を
践にあたり、とくに重要ととらえ、
ティ経営を推進しています。この実
ために、まずは
しています。また、
﹁ 共に ﹂はお客
S
I
e
r
小澤 経営理念を従業員の方々に浸
透させていくことは非常に重要です
透しているのではないかと感じてい
12
﹁ 夢ある未来を、共に創る ﹂として
る
念の浸透に取り組んでおりますの
ながっています。
3
サービスやシステムを﹁ 共に
90
あるため、お客様の事業成長を支え
I
T
様だけではなく、社会と﹁ 共に ﹂と
し ま し た。 経 営 理 念 と
年に﹁マテリアリティ﹂として策定
年
いう点も含めて語りかけるようにし
ています。
で、長期的に目指す姿として、
﹁グ
に策定した7つのマテリアリティを
し、
﹁ 共創
﹂を 設 定
カンパニー﹂を目指
ランドデザイン
当社グループの存在意義としたうえ
小澤
﹁ 共に ﹂はこれからの社会の
キーワードでもあると思いますが、
カンパニー﹂の目指す姿
とはどういうものでしょうか。
﹁ 共創
カンパニー﹂
については、
すと宣言しています。
﹁ 共創
4
Vol.77
*Sler(エスアイヤー)
:システム開発を請け負う企業
2
0
2
0
2
0
2
0
2
0
3
0
I
T
I
R
S
I
e
r
I
T
當 麻 当 社 グ ル ー プ は、 経 営 理 念
﹁ 夢ある未来を、共に創る ﹂のもと、
I
T
I
T
I
T
�
- ▲TOP

- ページ: 5
- 当社グループの強みを磨き、強みを
軸にお客様やパートナーの方々、社
会との共創を実現することで、お客
うやり方に変わっていくことで、人
オファリング型で提供していくとい
デルへの つのシフトを進めていま
領域や高付加価値分野、高生産性モ
していくことで、プロジェクトをい
社会の変化を乗り越える
3つの事業展開
くつもマルチで進めることができ、
グループはこの時代の社会変化
においてどのような展望をお考えで
しょうか。
の強みを今後どう牽引さ
れていこうと考えているのでしょう
か。
當麻 ビジネスに必要な
サービスから
合的企業価値 ﹂とは、経済価値に加
性も示しています。ここで言う﹁ 総
フ ァ リ ン グ ビ ジ ネ ス ﹂が 重 要 だ と
案・提供していくこと、つまり﹁オ
な技術やサービスを組み合わせて提
はありますが、私が社長就
きることが私どもの強みで
アップでサービスを提供で
に 至 る ま で、 フ ル ラ イ ン
グ
み は 何 か ﹂と い う こ と を
員の成長が会社の成長ドライバーと
なっていると感じています。
でいく中で、現場力が少しずつ弱く
打ち出すことに力を入れて
います。
一つ目は、事業シフトの
断行です。成長力ある事業
人材
知財を組み合わせて課題解決をリー
品質の良いサービスを先進技術でつ
す。そのひとつである、高生産性モ
小 澤
業界の環境もだいぶ変
わ っ て き て い る と 思 い ま す。
ドしていくことが求められてくる。
デ ル へ の シ フ ト で す が、
業界においては、人手不足や人材開
いわゆるオファリング的思考が求め
材不足という課題の解決になると考
発、 ア ジ ャ イ ル へ の 対 応、
くっていく。これも
えます。そして﹁ 強い事業は何か ﹂
する企業グループ、またお客様や社
台頭など、さまざまな課題がありま
られてくるでしょう。
えています。
様や社会に対して新しい価値を提供
会と共に成長する企業グループと定
すよね。そういう中で、時代の変化
小澤 確かにマルチクラウドの時代
のあり方ですね。今﹁ 強み ﹂という
不 足 の 中、
義しています。
を予想して万端整えるのは困難な時
の
これは、当社グループの最大の財
産である人的資本力の向上をもっ
代だとは認識していますが、
カンパ
當麻 まず人材不足に対する課題で
すが、自社の技術やノウハウなど蓄
お 話 が あ り ま し た が、當 麻 社 長 は
て、お客様やパートナー、社会との
ということを明確にし、有している
3
共創を推進し、各種課題に対し、価
値提供し続ける企業グループの姿を
で は、 共 創
表現したものです。グランドデザイ
ン
値 〟の飛躍的な向上 ﹂と﹁ 売上高
積されてきた知財を核に、さまざま
えて、社会価値、人的資本価値など
思っています。
か っ た の は﹁
しっかり世の中に発信して
投資 ﹂に﹁ 攻めの
ど ん ど ん 加 わ り、シ ス テ ム 開 発 も
認識し、社員一人ひとりの市場価値
イチからものをつくる時代ではな
く マ ル チ ク ラ ウ ド の 時 代 と な り、
の強みでもある﹁ 知財 ﹂を
オを明確にし、より強みを
化︵ Enterprise Resources の使命だと考え、中期経営
/企業資源計画 ︶が進ん
計画では事業ポートフォリ
Planning
いくことでした。それが私
投資 ﹂が
S
C
S
K
の流れが変わってきており﹁ 守りの
I
T
を常に最大化すること ﹂の両面につ
いて、具体的な戦略・施策に取り組
んでいます。
任時にもっとも着手した
の非財務要素を包含した企業価値
業 界 は、 情 報 シ ス
かつての
テムをオーダーメイドでつくってい
ループらしいビジネス、強
︶
﹂では、
﹁お客様
︵ FY2023-FY2025
や社会に対して、新たな価値を提供
し続けるため、事業分野、事業モデ
50
です。
ました。しかし、 年以上が経ちこ
タートした カ年の﹁ 中期経営計画
目指す姿の実現に向けた具体的
年にス
なステップである
2
0
2
3
ルを再構築すること ﹂
、また、
﹁社
I
T
3
グルー
を活用して自動化
I
T
A
I
大限に活用し、成長市場において、
二つ目は、自社知財や各事業の業
務に精通する人材といった強みを最
プがやり遂げていくべきものだと考
S
C
S
K
I
T
A
I
S
C
S
I
T
兆円への挑戦 ﹂という つの方向
ニーを実現すべく﹁
〝 総合的企業価
K
I
T
E
R
P
S
C
S
K
*マルチクラウド:複数のパブリッククラウドプロバイダのサービスを同時に使用すること
Business Insights Vol.77
5
B
P
O
I
T
2
S
C
S
K
I
T
2
0
3
0
1
�
- ▲TOP

- ページ: 6
- 中期経営計画 グループ基本戦略
な価値創出をリードしていきたいと
世代デジタル事業 ﹂
、社会への新た
見を活かし、従来とは非連続な﹁ 次
当社グループにおけるコア事業の知
三 つ 目 は、社 会 と の 共 創 に よ る
﹁ 次世代デジタル事業 ﹂の創出です。
とです。
市場をリードする事業を推進するこ
一人ひとりが世の中にどう貢献して
くっているメーカーと違って、社員
一般コンシューマー向けの製品をつ
る縁の下の力持ち的な存在でした。
當麻 これまで、われわれ
はお客様の情報システムを陰で支え
すか。
未来に向けてはどのようにお考えで
當麻 そのとおりです。働きやすい
会 社 や 健 康 経 営 と い う 意 味 で は、
合っていくということですね。
意義をしっかり理解し、社会と向き
小澤 やはり働きがいは自分の存在
意義や会社の存在意義、事業の存在
の施策を考えています。
の醸成をどう推進していくのかなど
はその部分は評価されて
いるか、という実感を持ちにくい業
セキュリティ領域、また、ウェルス
ントランスフォーメーション︶
領域、
きがい ﹂をどう上げていくのか、そ
く出ていました。そのため、
私は﹁ 働
社ではあっても働きがいの数値が低
アンケートを採ると、働きやすい会
界・業種だったと思います。ゆえに、
は働きがいの数値が高い、いきいき
いくと私は信じていますので、まず
そこに加え、働きがいを上げてい
につながって
くことが Well-Being
きました。
︵グリー
考えています。たとえば、
地方創生・
マネジメント領域やヘルスケア領域
とした人材がいる会社を目指しま
地域課題対応領域や、
など、もっと豊かな社会をつくって
れを常に意識しながら経営してきた
提供していきます。
そのような中でサステナビリティ
な ど、 社 会 課 題 が 大 き
や
つもりです。
な テ ー マ に な り、
ないし
これらの取り組みにより、私ども
年 共創
カンパ
は﹁
ニー﹂を目指しています。
を展開していくということですね。
人的資本経営で目指す
く か。 た と え ば、
グルー
ると思っています。
につな
小澤 従業員の Well-Being
がっていくような、より価値の高い
サービスの対象としている事業、領
域はありますか。
當麻 こちらは、先ほど当社の強み
を今後どのように牽引していくの
プが提供するサービスが世の中の課
題解決にどうつながっているのかと
か、
の三つ目と重複するものですが、
グループのマテリアリ
いうことを、社員一人ひとりが感じ
階から健康経営に力を入れてさまざ
し た。 人 的 資 本 経 営 に つ い て は、
小澤 先ほど﹁ 総合的企業価値 ﹂の
ひとつに﹁ 人的資本価値 ﹂がありま
構成となっており、第二部会では委
サステナビリティ推進委員会は二部
り方について検討しています。この
指すべきサステナビリティ経営のあ
社内にもサステナビリティ推進委
グループが目
員会があり、
思っています。
し た。 お 客 様 の 事 業 環 境・
セキュリティ株式会社 ﹂を設立しま
まずはセキュリティの領域です。
昨年度、専門会社である﹁
業を進めています。
事業 ﹂の創出に向け、いくつかの事
ティを起点とした領域において、社
て仕事をすることがとても大事だと
まな諸制度を制定、運用し、それを
員会に任命された社員が、組織へど
境 の 急 速 な 変 化 に 対 し て、
会との共創による﹁ 次世代デジタル
定着させてきた長い歴史があると見
のように浸透させていくのか、文化
環
S
C
S
K
事
S I
I T
グループはかなり早い段
な
ております。今後の Well-Being
な社会
Well-being
企業としてどう関わってい
は
技術を入れながら新ビジネス
小澤 豊かな社会に向け、さまざま
な社会課題を解決しつつ、最先端の
S
D
G
s
I
T
が存在す
す。その先に Well-Being
いくために、当社ならではの価値を
S
C
S
K
S
C
S
K
I
T
G
X
S
I
e
r
S
I
e
r
S
C
S
K
2
0
3
0
I
T
S
C
S
K
S
C
S
K
6
Vol.77
�
- ▲TOP

- ページ: 7
- な社会の実現に貢献いたします。
資対効果を最大化させ、安心・安全
もに、セキュリティ領域における投
セキュリティリスクを低減するとと
合せることで、顧客企業のサイバー
活用した高品質なプロダクトを組み
構築・運用サービスと、最新技術を
業で培ったコンサルティング・基盤
のサービスを
属性証明書の取り引きとトラッキン
リューションや、再生エネルギーの
領 域 で す ね。 ビ ル の
そして
ネットゼロ化を目指した見える化ソ
いただいています。
可を取得し、金融庁からも補助金を
間企業で初めて為替取引分析業の認
が事業を開始いたしました。国内民
と考えています。
のために社会的に価値のある領域を
いてくるのではないでしょうか。そ
対して貢献しているという実感が湧
人ひとりのモチベーション、社会に
グ︵ 証明書の登録や移転、償却など ︶
社会課題の解決に
業界
期待される
のでしょうけれども、これからの事
で提供してい
たくさんつくり、伸ばしていきたい
また、昨年準備会社を設立し、今
年 月から〝 金融犯罪を未然に防止
小 澤 個 別 企 業 の た め の
や
基幹システムの構築ももちろんある
﹂な
るプラットフォーム﹁ EneTrack
ど、まだビジネスとしては小規模で
し、信頼できる金融サービス〟を実
ます。そしてお客様との共創、社会
現するためのマネーロンダリング対
との共創をもっと深めていきたい。
業の成長軸は個別性よりもプラット
つくっていくのかが、社会的な課題
すが、意味のある事業にしていきた
を解決していく鍵になるということ
お客様の事業そのものの成長を真に
それから地方創生・地
域課題への対応に関して
の世界が
パートナーに
ることから、このリソー
くの地方拠点を有してい
小澤 社長に就任され、中期経営計
画の達成に向けてこれから大きく動
當麻 そのとおりです。
と思います。
小澤 本日のお話から﹁ 共創 ﹂の幅
の広さ、深さ、これがきわめて重要
なるべく、もっと努力を続けていき
スを活用したサービスを
き出していく中、さらにこうしたこ
支えられる共創
提供することで、地域社
だと再認識することができました。
何かを変えていく原動力になるのだ
会の発展に貢献していき
とを提供していきたいという思いは
一人ひとりの意識が変わらないと共
ご期待ください。
セカンドライフをデジタ
ジメント領域では豊かな
いきます。ウェルスマネ
る世界や、業種・業界をかけ合わせ
テージアップし、
﹁お客様と共創す
テムを支える ﹂という役割からス
じています。これまでの﹁ 陰でシス
界に対する期待をひしひしと重く感
とうございました。
ていただきました。本日は、ありが
長の共創なのだろうと思って聞かせ
えていこうとしているのがおそらく
を社会という接点でつなげながら変
創 が 進 ま な い。さ ま ざ ま な 社 員 の
ル技術で支えていく。
るところで機能していく ﹂という世
グ ル ー プ、そ し て 當 麻 社
そういう意味では、社
会課題を解決する事業領
當麻 ありがとうございました。
I
T
界をしっかりつくりたいと思ってい
S
C
S
K
たいと強く思っておりますのでぜひ
ます。また、ヘルスケア
ありますか。
ソ
領域も、未病・予防とい
I
T
リューションで貢献して
う 面 に お い て、
方々のモチベーションや意識、それ
I
T
I
T
當麻 社長になって丸2年たちまし
グループや
業
た が、
センターなど多
で す ね。 こ れ か ら は
JMAC 代表取締役社長・小澤勇夫と
は、 ニ ア シ ョ ア 拠 点 や
策ソリューションを提供する会社
E
R
P
フォームに近いところをどのように
株式会社 ﹂
﹁ SCSK RegTech Edge
早い段階から健康経営に力を入れ、さまざまな諸制度を制定、運用している。
働きがいを上げていくことがWell-Beingにつながっていく
いと思っています。
W
e
b
I
T
G
X
B
P
O
域が増えてくると社員一
本稿は2024 年 4月1日( 月)に実施した対談の内容を構成したものです。
Business Insights Vol.77
7
S
C
S
K
1
�
- ▲TOP
- ページ: 8
- サイエンスとアートの融合は
「感動」
という革新を引き起こす
音響研究者とジャズピアニストを両立させながら「 世界文化の進展 」に貢献。パナソニックでテクノロジーと向き合い、
「 感性価値 」の創造に奔走する小川理子氏のメッセージ。
「JMAC 関西次世代ラボ」よりお届けする。
Vol.77
8
�
- ▲TOP

- ページ: 9
- EXPO2025に出展するパナソニックグループのパビリオン。
「モノとこころは写し鏡のような存在である」という考え方から
パビリオン名称を「ノモの国」と名づけた
パナソニック ホールディングス株式会社 参与
[ パナソニック ホールディングス株式会社 ]
小川 理子 氏(おがわ みちこ)
1935年(昭和10年)12月15日
設立
慶應義塾大学理工学部卒業後、松下電器産業( 現パナソニッ
ク ホールディングス)音響研究所に入社。音響心理、音響生理
を基盤とした音響機器の研究開発に従事。映像音響研究所、
マルチメディア開発センターなどを経て2001年にeネット事業本
部。2008年、CSR 社会文化グループマネージャー就任。2014
年オーディオ事業部門に異動。高級オーディオブランドのテクニ
クス復活を総指揮。2015年 4月パナソニック役員に就任。2021
年万博EXPO2025 推進団体の理事に。
2,594億円
資本金
従業員数
228,420人(連結)
(2024年3月31日現在)
事業内容
「くらし」領域の家電、電気設備、車載エレクトロニクス、
ソリューション、AV機器 、エンターテインメント領域、住宅、
製造や物流、航空などのB2B、電子部品、産業デバイ
ス、産業電池、
オペレーション領域など。
1
9
8
6
40
メーカーが世界文化の
進展に寄与できるのか
年 に 入 社 し、 約
私は
年近くパナソニックに勤め、一方で
はジャズピアニストとしても活動し
ています。このようなバックグラウ
ン ド を 持 つ 私 か ら﹁ サ イ エ ン ス と
アートの融合 ∼モノと心の豊かな
理想の社会実現に向けて∼﹂をテー
マにお話しさせていただきます。
サイエンスとアートの融合、これ
は創業者の松下幸之助が提唱した経
営理念にも見て取れます。
産業人たるの本分に徹し
社会生活の改善と向上を図り
世界文化の進展に
寄与せんことを期す
与するとは驚きました。しかし私に
新入社員のころは、ものづくりの
メーカーが、
﹁ 世界文化の進展 ﹂に寄
も﹁ 文明と文化の両輪で世界を豊か
にしたい ﹂という想いがあり、とく
に経営理念の﹁ 世界文化の進展に寄
与せんことを期す ﹂の部分に、たい
2
5
0
へん共感したことを覚えています。
そ し て、 同 じ く 松 下 幸 之 助 が
年に発表した﹁
年計
Business Insights Vol.77
画 ﹂は﹁モノと心がともに豊かな理
年かけて実現し
よう ﹂という事業哲学です。次の世
想の社会を
9
2
5
0
1
9
3
2
�
- ▲TOP

- ページ: 10
- ちが勉強をしたり、医療活動、女性
けてブランドコミュニケーションを
かな明かりでクオリティ・オブ・ラ
の私を海外出張に送り出してくれま
目の前は真っ暗になりました。
イフを、ひいては文化を向上するこ
行うことを決めました。
﹁ 無電化ソ
そうしたころ、部長が仕事と音楽
を両立させていることを知りまし
とができ、まさに文明と文化の両輪
リューション﹂
をご存じでしょうか。
た。会社では﹁ 没個性 ﹂で仕事をさ
を実現できたのです。 ・ の際に
した。するとイタリアやフランスで
れていたのですが、実はニューオー
リオが大きく変わり、組織は解散に。
年続けたのですが、事業ポートフォ
ラーランタンを持っていくプロジェ
電化地域にソーラーシステム、ソー
なく、十分な幸せを味わって次世代
時代。
﹁ 企業 ﹂というのは数字で見
﹁アート﹂など、言葉すらなかった
め、家では常に音楽が流れているよ
う!﹂と決意。 歳からピアノを始
す。そ れ を 知 っ て 私 も﹁ 両 立 し よ
た。
﹁ 世界文化の進展に寄与する ﹂
チャリティコンサートも開催しまし
の
も災害支援を担当し、パナソニック
ネックライトで医療支援。
をより良くしていく。今でいうウェ
うな環境でしたので、
音楽が大好き。
年
えるような論理的な説明が必要で、
だと思いますが、これを
ば、自身を輝かせるチャンスが巡っ
分を活かして個性を磨き続けていけ
という信念をもって挑戦を続け、天
しています。社内では前例がなく、
年に
人事に相談したところ﹁ 本業に差し
てくると確信しました。
実は
支えなければやってもよろしい ﹂と
ませんでした。ですから﹁ 理解され
なかったわけです。
いうことに。しかしこれは、本業で
年 に は、 テ ク ニ ク ス ブ
ランド復活の責任者に。まさか自分
に提唱していたわけです。私は本当
実践しています。
たとえば、私が最初に携わったの
は、
ラッパのような形の楽器型スピー
も役立つことになります。
る時代が来る ﹂と信じて続けるしか
では、私のキャリアを紹介いたし
ます。バックボーンは﹁ 音響研究 ﹂
出すわけですから、スピーカーでも
カーの開発です。楽器は美しい音を
デビューも
アートだ、感性だということは通じ
11
で、テクノロジーの分野からスター
に大事なことを教えていただき、日々
L
E
D
トしました。理工学部で生体工学を
C
D
3
お先真っ暗だった私は、ジャズピ
ア ニ ス ト と い う 活 動 を 得 て、イ ン
2
0
0
3
ルビーイングやサステナブルと同じ
3
たちが縫製仕事をする。ほんのわず
クトです。明るい光の下で子どもた
リカやインド、カンボジアなどの無
N
G
O
仕事が面白くて仕方なかったので、
15
と 一 緒 に、 ア フ
リンズジャズのドラマーだったんで
国連や国際
年代はビジネスの世界に
の融合を目指していたのですが、入
き、価値観の違い、多様性の意味に
社した
は、やんややんやの大喝采。このと
代、その次の世代へと使命達成を受
講演会の会場で披露された「リファレンスクラス」
。
ハイレゾ音源のすべてを引き出す、最先端の技術
を投入したダイレクトドライブターンテーブル
80
気づきました。以降、音響研究を
け継ぎながら、誰も犠牲になること
ヨーロッパで称 賛されたラッパ型のスピーカー。
ニューヨーク近代美術館永久展示品
1
9
3
2
は相関関係がある、という仮説から
のにはすべてにリズムがある、それ
テーマに出会い、生きとし生けるも
専攻。そこで﹁ 生体リズム﹂という
揚々と事業部に持っていったのです
い音が出る製品ができました。意気
ションを使って完成させ、本当に良
最先端のコンピューターシミュレー
それができないだろうかと。当時、
組織が解体してしまいました。
かしここも時代が早すぎたためか、
ターネット事業で再出発します。し
られるなんて想定外の異動でした。
C
S
R
年生まれ
テクニクスは
が
の ブ ラ ン ド。 年 に 音 楽 用
研究を行っていました。そして﹁ 企
年、
社会貢献の
責任者になった私はグローバルに向
2
0
0
8
テクニクスブランドに
﹁ 感性価値 ﹂を創造する
が﹁こんな奇抜なものは売れない!﹂
ある方で﹁じゃあヨーロッパに持っ
と一蹴。しかし、私の上司は理解の
所に入りました。
ていってはどうか ﹂と、入社 年目
業で音の探究に携わりたい ﹂という
が再び音響のフィールドに戻ってこ
2
0
1
4
思いから、松下電器産業の音響研究
当時から私はサイエンスとアート
2
ルの音質も進化し続けていますが、
新しい感動を求めています。デジタ
クスは休眠に。しかし、時代は常に
クもデジタル化に舵を切り、テクニ
アナログは衰退します。パナソニッ
発売され、
デジタル時代が始まると、
C
D
1
9
6
5
82
10
Vol.77
�
- ▲TOP

- ページ: 11
- 映像と
代。もっと人の心を動かせる、感動
機能や性能の良さは当たり前の時
性価値 ﹂をつくろうと決めました。
サイエンスとアートを融合した﹁ 感
さ、
本当に豊かな暮らしに貢献する、
かに感動すること。季節の変化でも
せん。日々、何かを感じること、何
す。それは、難しいことではありま
大きさが受信できるようになりま
にはじめて、ダイナミックレンジの
広い視野で見渡すことができたとき
ません。
感性のアンテナを高くして、
に届けているか、最高峰の音のすべ
ドマイスターがどのような音を聴衆
指揮者、演奏家の音楽哲学、サウン
という背景です。彼らには、世界的
い技術者の教育も併せてお願いした
レベルを要求されることもあり、若
技術提供を行いました。かなり高い
ハイレゾリューションオーディオの
ために、パナソニックは
をもたらす感性価値を創造したいと
いいし、気になった言葉でもいい。
てを学んできてもらいました。
の﹁ 感性の感度 ﹂を高めるしかあり
いう気持ちがむくむくと湧き上がり
それを意識するかしないかだけで感
で は 感 動 す る 音 と は 何 か。私 は
﹁ 音が出る瞬間の生命力とエネル
私は数字では説明できない音の奥深
をテクニクスのブランドメッセージ
性の感度は高まるのです。
るのはお手のものです。しかし﹁ 感
数字を分析してシミュレーションす
私たちのオーディオには﹁ 音楽の
感動 ﹂が必要でした。エンジニアは
新技術も大切にしています。自身の
のオーケストラのひとつですが、最
した。ベルリン・フィルは世界最古
ンプログラム﹂に参加してもらいま
イエンスとアートの融合 ﹂です。
すね。これが、
私の実践してきた﹁サ
い音を聴いてなんぼ ﹂ということで
思っています。大阪弁でいえば﹁ 良
モ ー シ ョ ナ ル フ ィ ー リ ン グ ﹂だ と
い音、毎日聴きたい音 ﹂そして、
﹁エ
ギー感 ﹂
﹁ 長い時間聴いても疲れな
ションできる。共創すれば課題も解
世界とつながって一緒にコラボレー
念、制約から解き放たれる。自分が
ここへ来たらすべての常識や社会通
﹁ 循環型パビリオン﹂としています。
リサイクルガラス部分を埋め込み
ました。同時に
﹁ Rediscover Music
﹂
出会いを提供することに。
とし、まだ経験したことのない音の
若いエンジニアには、ベルリン・
フィルの﹁テクニカルコラボレーショ
動 ﹂というところまで持っていくに
コンサートホールの音楽を配信する
決していける、という未来を描ける
メッセージを発信していきます。
これほど技術進化した世界におい
モノも心も、ともに豊かな
理想の社会を実現する
年 に は、 万 博 推 進 団 体
の理事に就任しました。パナソニッ
て、人類がいのちを輝かせて生きて
最後に、根源的な問いかけをした
いと思います。
、
ロボティクス、
クグループのパビリオンは﹁ノモの
モ﹂と名づけました。パビリオンの
うことで、モノを逆さまにして﹁ノ
は写し鏡のような存在である ﹂とい
方は大きく変わる ﹂
。
﹁モノとこころ
ろの持ちようによってモノのとらえ
社会への扉を開けるのです。万博で
という革新を生み、いのち輝く未来
イエンスとアートの融合は﹁ 感動 ﹂
を感じることだと思っています。サ
行動すること、そして無限の可能性
う。私は創造する力、自身で考えて
いくというのはどういうことでしょ
A
I
鉄骨や柱の約 %は家電リサイクル
︶
﹂
。
﹁ここ
国︵ The Land of NOMO
2
0
2
1
舗装ブロックにはドラム式洗濯機の
から生まれたもの。パビリオン横の
思います。
もそんな問いかけをしていきたいと
98
本稿は 2024 年 3 月11日
(月)
に開催した
「共感から始まる未来フォーラム ∼JMAC 関西次世代ラボ∼」における小川理子氏の講演を再構成したものです。
Business Insights Vol.77
11
JMAC 代表取締役社長・小澤勇夫と
4
K
はどうしたらいいのか。それは自身
EXPO2025大阪・関西万博公式キャラクター「ミャクミャク」と。
3月11日 JMAC 関西次世代ラボ(ヒルトン大阪 )講演会にて
�
- ▲TOP

- ページ: 12
- ポッカサッポロフード&ビバレッジ群馬工場の従業員のみなさん
ポッカサッポロフード&ビバレッジ株 式会社
ボトムアップがカギ!
人財から変わる製造業DX
DX(デジタルトランスフォーメーション)の波は止まるところを知らず、製造現場にも押し寄せている。一方で、人
財不足を理由になかなか進まない現実もある。その課題を乗り越えるべく「ボトムアップ」にこだわったDXで大き
く前進している、ポッカサッポロフード&ビバレッジ群馬工場の事例を紹介する。
レモン事業・スープ事業・飲料事業・プランツミルク事業を展開。
グループ会社を含めた製造拠点のうち群馬工場と名古屋工場が
大規模メイン工場となっている。
ポッカサッポロフード&ビバレッジの課題
デジタル人 財の育成
若 年層のスキル向上と負荷低 減
ノウハウ・ナレッジの共 有
Vol.77
12
�
- ▲TOP

- ページ: 13
- Pokkasapporo
C ONSULT ING C A SE 1
く働けて成長を感じられる環境が必
ションを提示せず、
﹁ 資材以外にも
史はいう。だがポッカサッポロフー
汗 を 流 し て い た 時 期 も あ る。現 場
して今の群馬工場のメンバーと共に
にいたころ、
﹁このままでは現場に
崎は﹁ 現場から出てくる意見に、基
本的にダメ出しはしないことに留意
たとえば﹁カップ包装室への資材
自動搬送化 ﹂といったアイデアが出
した ﹂と話す。
たら、より上位の目標との関連や全
本部全体のあるべき
プ ロ ジ ェ ク ト は、 群 馬、 名
伝 え 共 有 す る こ と に し た。今 回 の
といった管理職が﹁ 代弁 ﹂する形で
配慮した点はもうひとつある。取
り ま と め た 現 場 の 声 は 課 長、係 長
を重視した。
いったように理解を深めるやり取り
まに貢献できると思いますか?﹂と
体、生産本部全体、ひいてはお客さ
行うと自分たちだけではなく工場全
工程・作業があるはず。そちらも含
ている従業員の意見を吸い上げてい
要です。そういう場所にするために
くボトムアップがいいと考えまし
めた全体として、どのような改善を
決 定 を 行 い、 現 場 の 従 業 員 に 展
﹁ 組織の上層部に近い人物が意思
た﹂
︵ 近藤さん ︶
はトップダウンではなく、実際働い
開、指示を出すトップダウン型の方
近 藤 さ ん 自 身、製 造 現 場 が 長 く
フォークリフトでの資材運搬に始ま
必要なのは、やらされ感なく
自走できる人財
を実施できることが多い ﹂と
が、一 般 的 に は ス ピ ー ド 感 を 持 っ
り、 製 造 オ ペ レ ー タ ー、 工 場 長 と
て
コ ン サ ル タ ン ト・ 島 崎 里
本部副本部
ド&ビバレッジ
長︵ 取材当時 ︶の近藤崇さんは、ボ
いる人たちはラクにならないし成長
ティングの提案をした。近藤さんの
トムアップ型にこだわった。
ボトムアップへのこだわりを重視し
企画構想 ﹂を策定しコンサル
ん︶
。変革したいと思うものの現場
た
の意見は届きづらく、もどかしく感
もできないと思っていた ﹂
︵ 近藤さ
業員の創造的な時間を捻出し、捻出
﹁デジタル化を進めることで現場従
した時間を自己成長に活用するとい
ように機能し、あるべき姿を目指す
プロジェクト ﹂*のプロジェ
の島
た 支 援 を 行 う た め、
本部の
本部がひとつの工場の
じたことが何度もあった。だからこ
うのが当社
的。そうであれば、現場の一人ひと
りがやらされ感なく最新システムを
﹁
は、ボトムアップ型であることは譲
体最適を目指す方向性を示すことが
だけで
た。島崎はすぐに具体的なソリュー
しょうか?﹂と質問が投げかけられ
体的にどのようにしたらいいので
は﹁ 群馬工場をモデルとし
群馬工場製造一課係長・多賀谷敬介さん
コンサルタントの役目。
そこで、﹁今、
姿に近づけるでしょうか?﹂と問い
実際困っていることを解決するため
年 月、
﹁デジタルで
実現可能な仕事はデジタル化し
かけた。現場からは最初﹁では、具
の良いアイデアですが、作業自動化
プロジェクトは立ち上
現場の意見にダメ出しせず
目指す方向を示す
れなかった。
クトオーナーとして推進するために
J
M
A
C
周年を
S
C
M
操れる“ 人財 〟となり、健康で楽し
そ、
の目
D
X
ていくこと ﹂という基本方針のも
と、
2
が っ た。群 馬 工 場 が 操 業
月に
30
4
古屋などの製造拠点をあたかもひと
つの工場のように見立てて導入を進
めている。アナログで運用している
拠点もあれば、自動化やデジタル化
が進んでいる拠点、自動化に現在取
り組んでいる拠点も。自動化が進ん
でいる拠点からすれば、アナログ運
* dfX プロジェクト:工場
(Factory)を示す
「f」とDX を掛け合わせたもの
Business Insights Vol.77
13
S
C
M
J
M
A
C
D
X
dfX プロジェクトオーナー・近藤崇さん
d
f
X
2
0
2
2
d
f
X
迎 え た 翌 年 の こ と だ。同 年
群馬工場製造二課係長・岡部秀紀さん
S
C
M
S
C
M
d
f
X
J
M D
A X
C
�
- ▲TOP

- ページ: 14
- り参考にならないということもある
用の拠点から出たアイデアは、あま
観がプロジェクトメンバーのベー
後ろ姿から感じ取ってきたこの価値
バーたちとのやりとりもやりがいを
技術があるか学ぶことも若いメン
き姿に近づけるために、どういった
い。各施策を整理、とりまとめて発
管理職がその意見を代弁する形がい
をプロジェクト内で共有するには、
ば、現場から反発が出ても不思議は
たなプロジェクトを強引に走らせれ
とはいえ、慢性的な人財不足のな
かで生産性や品質を維持しながら新
いる気がします ﹂
︵ 多賀谷さん ︶
側がレ
きているのか解析し仮説を立てても
く、今起きているトラブルがなぜ起
クチャーして施策を進めるのではな
は ボ ト ム ア ッ プ。
自動化、省人化のためのシステム
やツール導入においても、貫いたの
話す。
持って取り組めるようになった ﹂と
ス に あ る か ら、ボ ト ム ア ッ プ 型 の
プロジェクトを推進できて
表するのは課長、係長の役割だとい
ない。そこで現場全員が腹落ちする
ように、忙しさやたいへんさを把握
﹁ 初めのほうのミーティングでは、
な業務量を調査。計量から包装・梱
生産、設備保全、事務作業など詳細
に業務工数の﹁ 見える化 ﹂を進めた。
さん ︶
できるようになりました ﹂
︵ 多賀谷
のオペレーターが具体的にイメージ
業務がなくなる 〟ということを現場
との話し合いの場では岡部さんに任
チャーしたうえで、実際のベンダー
テップで進めるかを事前に十分レク
ら っ た。 加 え て、 要 件 定 義 は ど の
なかなか発言する人がいなくて何で
包工程といった製造中の時間を対象
てもらうためだ。
せた。
﹁デジタル人財 ﹂として育っ
よ う な 観 点 を も ち、ど の よ う な ス
もいいから頭に浮かんだことを伝え
に 稼 働 分 析 を 実 施 し た。そ れ ら の
データをもとに改善の対象を絞り込
と、 近 藤 さ ん は 隣 に い る
部群馬工場製造一課係長の多賀谷敬
いうこと、何を伝えなければいけな
をするのではなく、やりたいことを
﹁ベンダーとのやりとりは“買い物 〟
いのかなど実地で学んでいきまし
みなど、
改善の方向性を導き出した。
作業がラクになることが数値化さ
れ、現場に腹落ち感は生まれた。た
た。ベンダー 、 社とやりとりを
具体的には、
﹁ 帳票記入・転記業務
だそれだけでは、これまでの改善活
介さんを見て笑う。それでも2カ月
動と大きな違いはない。
﹁ 最新技術
経ったころには、現場の課題認識や
削減できる ﹂
﹁ 設備情報を自動収集、
するのにすべてひとりで抱え込み、
志を持ってあるべき姿に近づいてい
できて、自分自身で考え成長し、意
従業員一人ひとりが安心して仕事が
で新たな気づきもありました。製造
し若手を活動に巻き込んでいくこと
ましたが、ひとりじゃ無理だと実感
たいへんな状況になったこともあり
自由闊達な議論の場ができあがって
くことが必要だ ﹂と近藤さんは考え
のオペレーションだけに特化すると
伝えて形をつくってもらうことだと
現場で監視することなく遠隔操作・
は導入した先から陳腐化が始まる。
の関与人数を減らし総工数比率を
いった。
遠隔監視によって移動時間の総工
や自動化でどのくらい作業がラクに
ている。それに応えるように、エン
%削減できる ﹂など、デジタル化
ピードカメラを群馬工場にいち早く
なるかを数値で可視化した。
ジニアリング部門の係長で
ことで新しいことに着手する一時の
り、岡部秀紀さんは﹁ 工場をあるべ
プロジェクト推進メンバーのひと
に挑戦し、自分の考えや意思を伝え
くなることがあります。新しいこと
ける設備のトラブル解析でハイス
導入したのも近藤さん。みんなと同
りました。ですが業務を数値化した
﹁ここにいちばん時間と手間がかか
る。こうしたことに価値をおいてい
苦労はありますが、
“ 自動化でこの
仕事のやりがいや楽しさがわからな
じではなく間違ってもいいから誰も
下げると移動時間を
下げることで業務量は
﹁ 現場で近藤さんの後ろ姿をみんな
数比率を
60
.
9
%
考えつかないようなことにも挑戦す
3.8
%
60
る人だと知っています。近藤さんの
d
f
X
6.5
%
ンバーそれぞれから意見が出てくる
ずっと見てきました。高速で動き続
5
6
成長できる工場で
人財を育てる
本
後ろ姿で感じたプロジェクト
オーナーの価値観
うことを最初に徹底した。
るなかで拾い上げた率直な現場の声
かもしれない。それぞれに背景があ
dfX プロジェクトマネジャー・西井直之さん
て欲しいと言ったことがあるよな ﹂
し取り組みの成果を理解するため
J
M
A
C
d
f
X
ありたい姿についてプロジェクトメ
S
C
M
14
Vol.77
�
- ▲TOP

- ページ: 15
- Pokkasapporo
C ONSULT ING C A SE 1
いう好循環になっている気がしてい
る。あれもこれももっとやりたいと
自らの力で実現できると自信にな
ようでした。どうやってありたい姿
経営陣の強い意志が伝わってくる
プロジェクトで、
予算は億単位規模。
密接に絡み合い経営目線が必要な
はリスクもある。会社の事業戦略と
ムアップであるべき姿に近づけるの
で、目 先 の 困 り ご と や 現 場 目
と、岡部さんも次のように続けた。
た気がします ﹂と多賀谷さんが言う
たし、
現場のみんなの眼差しも変わっ
もっと真剣に考えるようになりまし
については具体的なイメージや本気
業 ﹂との関連について、とくに目標
や中期経営計画と現場の﹁ 日々の作
性を誤ることがないよう、会社方針
だ。 そ こ で
線から抜け出せないことがあるから
を実現するか、私自身それまでより
﹁ 近藤さんが群馬工場にいたときに
度などを本音ベースで教えてほしい
ます ﹂
︵ 岡部さん ︶
実現できなかったことを、次世代に
と、
プロジェクトマネジャー
の島崎は方向
学習、
デジタルを用いて情報共有、
成長への基盤づくりが進むなかで、
託そうと考えているというのは感じ
ダー西井直之さんに伝えた。
アリンググループのグループリー
本部生産技術部エンジニ
予算を聞いたとき、頭で考えていた
﹁ここまで見せていいのか、伝えて
持 つ と 同 時 に、会 社 の 本 気 度 も 伝
最初に本来やりたいこと、本来の目
て丸裸になるまでさらけ出しました。
いいのかと思うところまで思い切っ
実装
• RFP作成
• ベンダー選定
• ツール選定
• 実行詳細計画作成
• PoC
• 実装
• トレーニング
• 効果検証
• To-Be業務詳細設計
• 業務要件定義
• システム要件定義
• 費用対効果の再検証
予算規模で伝わった
会社の本気度
多賀谷さん、岡部さんの気持ちを大
取っていました。ただ、億単位とい
で
り言葉にしたりするだけじゃなく、
き く 変 え る 転 機 が あ っ た。
プロジェクトの年間予算が数百、数
うこれまで扱ったことがない規模の
たときのことだ。
ボトムアップで実践していく決意を
わってきました ﹂
︵ 岡部さん ︶
的を深堀りできていたから、目指す
ただ現場のやる気だけでは、ボト
見て覚えてきた知恵やノウハウをデジタルを用いて共有
ベンダー選定
ツール選定
• 現状分析
• 解決すべき課題の設定
• 目指す姿の検討
• 実現の方向性検討
• デジタル化コンセプト
• 効果検証
• ロードマップ作成
千万円規模ではなく億単位だと聞い
﹁ 群馬工場のメンバーを中心にした
約 200 人の従業員が働くポッカサッポロフード&ビバレッジ群馬工場
基本設計
企画
工場改革推進は、現場の方々が時間をどれだけ投入してく
れるかが最初のハードルになります。そのため、時間を投
入する価値のある取り組みであることを、共通の認識とし
て持つことが重要です。時間を投じた以上、成果を出した
い、出さないといけないと火がつきます。そこに至る方法
は、それぞれの現場のカルチャーが如実に表れるため、画
一的な正解はないように思います。DX への取り組みは先
進化しても改善の原点は変わりません。現場に火をつける
ものは何かを把握することが準備となります。
ところに向けてブレずにやっていけ
ているのだと思います ﹂
︵ 西井さん ︶
今回の変革を強く意識した群馬
で、
支援の範
工場の
囲は第 フェーズ︵ 図参照 ︶のみ。
﹁デジタルを意識した製造拠点改善
のアクションスタートは切れた ﹂と
の 島 崎 は 見 て い る。生 産
プ
拠点がひとつの工場のように振る舞
い、 あ る べ き 姿 を 目 指 す
ロジェクトの取り組みは、これから
d
f
X
トランスフォーメーションに向けて
本格化する。
記事内容に関しては、取材時
(2024 年 2 月)のものです。
Business Insights Vol.77
15
J
M
A
C
JMACが支援した範囲
シニア・コンサルタント
J
M
A
C
1 D
X
J
M
A
C
6カ月間で推進したプロジェクトの概要
島崎 里史(しまざき さとし)
D
X
S
C d
M f
X
d
f
X
C ONSULTA N T
�
- ▲TOP

- ページ: 16
- 敷島製パン株 式会社
「なくせる作業 」を探せ
省人化時代の新TPM 活動
少子化や雇用の流動化の影響で省人化が進む製造業の現場。敷島製パンはこうした時代の変化に適応するため、
30年にわたって続けてきたTPMの活動内容を大幅に変更して新たなスタートを切った。人員減の中でもこれまで
以上の設備保全を実現し、生産性を向上させるためには何が必要なのか。同社の犬山工場でお話を聞いた。
「Pasco」のブランド名でも
1920 年創業。国内製パン大手 3 社の一角を占め、
知られる。食パンのロングセラー「超熟」をはじめとした製パン製菓部門が事
業の中心で、全国に 12 工場
(グループ企業含む)を展開する。
敷島製パンの課題
労働生 産性の向上
省人化への適 応
工場間のレベルのバラつき解消
Vol.77
16
�
- ▲TOP

- ページ: 17
- Shikishimaseipan
C ONSULT ING C A SE 2
労働環境の変化で
﹁ 守りの活動 ﹂に課題
敷 島 製 パ ン・ 犬 山 工 場 は、 中 京
圏 の 市 場 を 中 心 に 食 パ ン、菓 子 パ
ンなどの主力製品を供給する重
要 な 役 割 を 担 っ て い る。
推進部長の田中友基
して再出発した。取締役・上席執行
などは工場側が事前に準備し、当日
れまでのコンサルティングでは資料
さんは、その背景をこう語る。
メントや講評をするという形式が
説 明 し た 後、コ ン サ ル タ ン ト が コ
は工場側からテーマごとの活動を
役員で
活動に割ける人員や時
中 心 だ っ た。 新 体 制 で は、 工 場 側
で、
﹁ 導入時に比べ省人化が進んだこと
間が減り、従来の体制を維持できな
と
い、コンサルティング当日はワーク
の双方が事前準備を行
くなってきました。また、雇用の流
ディブローのようにじわじわと効い
お ろ そ か に な る と、そ の 影 響 は ボ
設備保全のような﹃ 守りの活動 ﹄が
もらうことが難しくなっています。
が認定する﹁
活動のゴールも変えた。これまで
は、日本プラントメンテナンス協会
向となった。
ントと一緒に課題を解決していく方
中心とした時間にして、コンサルタ
ショップを含むディスカッションを
てきて、故障によるラインの停止な
賞を獲得することが当面の目標とさ
の支援
敷島製パンのもうひとつの課題
は、工場ごとのレベルのバラつきを
年にわたって
難ながらも本当に重要な部分に活動
れてきた。しかし、次第に審査のた
改善することだ。犬山工場を含む
がフォーカスされました ﹂
きた。
うした課題を克服するための新体制
めの資料や帳票を整える作業にばか
り追われがちになり、実態が伴わな
カ所の﹁モデル工場 ﹂で積み重ねら
ひとりで複数の部会長を兼務するな
得ることは出来ません。一方で、よ
な成果は出ますが、継続的な成果を
の生産性を改善しても短期間で大き
活動を進めていくことになった。
場の進捗状況と歩調を合わせながら
回、
﹁ 横串定例会 ﹂を行い、他工
2
ない。新体制では、主力製品など困
ねられて、成果を出すのは簡単では
﹁コア・ノンコア分析 ﹂だ。
﹁コア・
品質管理、労働安全、人材育成 ︶に
の関与のあり方も、
﹁指
インは、すでに多くの改善が積み重
3
年からは活動内容を
る。現在は、モデル工場以外の工場
れた知見は、
﹁ 敷島スタンダード ﹂
値による指標で成果を見ていくこと
でも、
﹁ 敷島スタンダード﹂の実践
くなる傾向にあった。新体制では、
にした。犬山工場長の谷本和隆さん
が進められている。
というテキストに随時まとめられて
活 動 で は、 コ
これまでの
スト改善、自主保全などテーマごと
は次のように語る。
より直接的に経営上の利益を上げる
に つの部会に分かれて活動してい
﹁ 約 カ月ごとに入れ替わる新製品
いき、全国に ある工場に共有され
たが、課長クラスが就任すべき部会
ことを目標とし、労働生産性など数
長の人数が工場によっては足りず、
ど無理が生じていた。新体制では、
り利益向上に貢献する主力製品のラ
12
部会を つ︵ 生産革新、設備保全、
2
統合し、組織をスリム化した。
5
J
M
A
C
活動 ﹂と
TPM推進部長・田中友基さん
が、
大きく変更した﹁ 新
T
P
M
3
また、部会の活動はこれまで各工
場で完結していたが、新たに年 ∼
T
P
M
﹁ 指導 ﹂から﹁ 支援 ﹂
へ
目指すは生産性向上
でリスタートすることにしました ﹂
約
年に導入。以後、
を受けながら、生産システム上のロ
どのリスクが高まってきます。コロ
とも早い
スをなくして継続的な生産性向上と
ナ禍が落ち着いたタイミングで、こ
優秀賞 ﹂などの
収益確保を目指す活動に取り組んで
経 営 ︶も、同 社 の 工 場 の 中 で も っ
J
M
A
C
による
コロナ禍により
支援は全工場で 年ほど中断した
T
P
M
J
M
A
C
2
犬山工場長・谷本和隆さん
T
P
M
︵
動化によって非正規や時短の従業員
Total
Productive
Maintenance
の割合が増え、一律の教育を受けて
&Management 生 産 保 全 の 生 産
T
P
M
T
P
M
8
そして、さらなる生産性向上のた
めに今回新たに導入された手法が、
導 ﹂型から﹁ 支援 ﹂型へ改めた。こ
Business Insights Vol.77
17
:
1
9
9
3
J
M
A
C
30
2
0
2
2
�
- ▲TOP
- ページ: 18
- 新体制による
「新 TPM活動」へ
新 他工場と進捗を確認し歩調を合わせる
定期的な「横串定例会」で
旧 基本的に実施されない
部会活動では他工場との連携は
要で、付加価値を生む﹁コア作業 ﹂
業 を、製 品 の 製 造 に ど う し て も 必
ノンコア分析 ﹂は、工場で生じる作
くるミキサーの課題に取り組んだ。
製 造 ラ イ ン の 中 の、パ ン 生 地 を つ
なった犬山工場では、初めに食パン
月まで犬山工場の設
加価値を生まない﹁ノンコア作業 ﹂
保全部会長を務めた武内和彦さんは
備 課 長 と し て、
年
に分類するところから始まる。パン
こう語る。
と、それに付随する補助作業など付
工場で言えば、パン生地を製造する
のあり方について
﹁ 今回、あらためてミキサーの点検
とディ
活動の設備
ミキサーなどの設備を操作するオペ
2
レーターの作業を﹁コア作業 ﹂
、設
2
0
2
4
T
P
M
で人の手で行っていた原材料の計量
動計量機を導入することで、これま
﹁たとえば食パンの製造ラインに自
しが進められている。
同社では﹁ ︵なくす ︶
、 ︵へら
、 ︵かえる ︶
﹂
す︶
、 ︵まとめる ︶
で、
大幅な効率アップが可能になる。
見直してなくせるものはなくすこと
方で、
﹁ノンコア作業 ﹂は、工程を
作業 ﹂の時間をなるべく短縮する一
は﹁ノンコア作業 ﹂に当たる。
﹁コア
備の監視や原材料の計量、運搬など
機械を使って点検を﹁ 自動化 ﹂す
る仕組みも取り入れられている。
間を省くなどの工夫がなされた。
閉式の小窓をつけることで点検の手
を確認できなかったが、カバーに開
バーを取り外さないとオイルゲージ
ドライバーでねじをゆるめて金属カ
だ。ミキサーの点検では、これまで
こうした穴を埋めるために点検方
法を工夫し点検の省力化に取り組ん
が見つかりました ﹂
違っていたりと、多くの新たな課題
り、ベテランと若手で点検の精度が
の一つひとつまで見ていなかった
が足りないと指摘されました。部品
スカッションして、網羅性や実施率
にどのような人員体制で設備保全を
少 す る こ と を 見 据 え、
﹁ 将来、犬山工場設備課の人員が減
ンスの工程そのものをなくすことが
たりすることで、部分的にメンテナ
に部品を交換したり、点検を外注し
障を減らそうとしてきたが、定期的
よって部品をなるべく延命させて故
加 え た。こ れ ま で は 点 検 や 注 油 に
期交換 ﹂や﹁ 業者点検 ﹂を選択肢に
﹂という合言
活 動 ﹂で は、 こ れ ま で
導入を進めているほか、新たに﹁ 定
できる。
年
行 っ て い く か、今 か ら デ ィ ス カ ッ
を導入しています。目視による点検
﹁新
このように、
活動 ﹂で
度の﹁ 故障ゼロ月 ﹂で
具体的な成果を実感
ターの電流の異常を検知すると、ラ
複数のテーマを同時進行で扱って
という工程をなくすことができます
ションも重ねています ﹂
︵ 武内さん ︶
い た 取 り 組 み を、一 定 期 間 ご と の
し、故障で生産ラインが停止するの
ンプが光って知らせてくれる仕組み
重点テーマに注力するように改め
も未然に防げます ﹂
︵ 谷本さん ︶
﹁新
工夫と自動化で
設備保全の穴を埋めろ
した ﹂
︵ 谷本さん ︶
葉も生み出され、着々と工程の見直
を意味する﹁
H
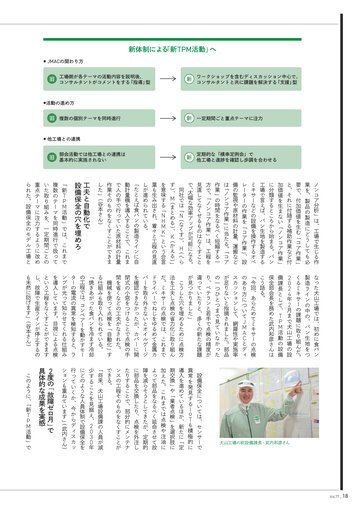
設備保全については、センサーで
異常を発見する
も積極的に
作業そのものをなくすことができま
の工程では、コンベアーを動かすモー
J
M
A
C
﹁ 焼きあがった食パンを冷ます冷却
犬山工場の前設備課長・武内和彦さん
2
0
3
0
K
ら れ た。設 備 保 全 の モ デ ル 工 場 と
2
N
N
H
M
K
M
T
P
M
新 一定期間ごと重点テーマに注力
旧 複数の個別テーマを同時進行
ワークショップを含むディスカッション中心で、
コンサルタントと共に課題を解決する 「支援」 型
新
工場側が各テーマの活動内容を説明後、
コンサルタントがコメントをする 「指導」 型
旧
I
o
T
T
P
M
他工場との連携
●
活動の進め方
●
JMACの関わり方
●
18
Vol.77
�
- ▲TOP

- ページ: 19
- Shikishimaseipan
C ONSULT ING C A SE 2
は多くの点が改められた。だが、長
月からの今期に入っ
でもっとも多かった故障の回数が、
アイデアを求めたり、他社の成功事
についてコンサルタントに具体的な
ました ﹂
年までに
る前の段階では一時的に点検項目が
やっているのですが、効率化を進め
の負担を少なくしたいという思いで
﹁
﹃やらされ感 ﹄をなくしたい、工場
も少なくない。
田中さんはこう語る。
は、社内から反発の声があがること
が、少しずつ意識が変わってきた成
だ満足できる数字ではありません
てもかなりラクになります。まだま
からそれが少なくなると、体感とし
どの対応に追われて本当に大変です
﹁ 故障が立て続けに起きると修理な
障ゼロの月も 回あったのだ。
て全工場の平均レベルまで減少。故
成することが目的化していた面があ
﹁これまでは発表のための資料を作
う。
なものになってきたと感じるとい
も、従業員からの反応がより積極的
がとれるようになったのだ。谷本さ
綿密に双方向のコミュニケーション
ます。そうした
た自分たちの利益として戻ってき
としてそれが会社の利益になり、ま
い る。 新 た な
にするという野心的な目標を掲げて
年
増えますから、現場としては負担が
果が出始めていると思うと、達成感
ん は、
ある
活動の小集団
活動を通した
2
改革の道のりは、まだまだスタート
によって労働生産性を上げ
したばかりだ。
﹁
れば自分たちもラクになるし、結果
の考え方を、
りましたが、
新体制になってからは、
してもらうことが一番大切です。教
頭ごなしではなく従業員自身に理解
育には、とくに力を入れていきたい
す。しかし目標達成のために活動そのものを革新の道具と
考え、どのように使うかは時代と共に精査する必要があり
ます。Pasco の「新 TPM 活動」はまだスタートしたばかり
ですが、新たな手法を活用したロス改善が「今までと違う
活動」の象徴にもなっており、目標達成のアプローチや活
動の雰囲気は徐々に変わってきました。これからも Pasco
の一員であるといった思想で、同じ目線に立ち、議論を重
ね、ありたい姿を追求するために、一緒に改善を進めてい
きます。
30 年もの歴史がある活動を一新するのには勇気がいりま
ですね ﹂
︵ 谷本さん ︶
チーフ・コンサルタント
た生の声を出してくれるようになり
鐘ヶ江 克則(かねがえ かつのり)
﹃こんなところに困っている﹄
といっ
C ONSULTA N T
援 ﹂型になったことも、良い変化を
より具体的に﹃ やって良かった ﹄
、
に年に 度行っている工場長診断で
倍
増えたと感じるかもしれません。理
があります ﹂
︵ 武内さん ︶
年比で
論的に正しいことを言うだけでは、
く続けてきたやり方を変えることに
敷島製パンは
労働生産性を
人は動かない。最後は、熱意を伝え
T
P
M
T
P
M
T
P
M
コンベアーを 動 かすモー
ターの電流の異常値を検知
するとランプが光って知ら
せる。点検の時間を省きつ
つラインの停止を防ぐ
生んでいる。設備保全の改善点など
異常検知モニター
●
オイルゲージの「見える化」
犬山工場では、目に見える成果が
出てきたことで現場の雰囲気も変わ
ねじをゆるめて金属のカバーを取り外さないと確認できなかったミキサーの
金属カバーに開閉式の小窓をつけることで、オイルゲージの点検の手間を
大幅に省力化
り つ つ あ る。こ れ ま で 全 工 場 の 中
点検の省力化
T
P
M
1 31
例 を 紹 介 し て も ら っ た り と、よ り
るしかないと思っています ﹂
2
0 2
1 0
7 3
0
から一方的に指導を受
ける形ではなく、一緒に考える﹁ 支
9
J
M
A
C
●
記事内容に関しては、取材時
(2024 年 4 月)のものです。
Business Insights Vol.77
19
2
0
2
3
2
食パン、菓子パンなどの主力製品を製造する敷島製パン・犬山工場
�
- ▲TOP

- ページ: 20
- ものづくりフォーラム@名古屋
成果を出す3つの提言
∼『 生産技術者の未来実態調査 』報告∼
日本の製造業はイノベーションを起こしきれていないのではないか。
そこで、イノベーションのコアであるはずの
「 生産技術 」に特化したアンケート調査を行い、
その結果報告とJMAC からの提言を行った。
JMAC
生産コンサルティング事業本部
シニア・コンサルタント
山本 真也(やまもと しんや)
●
回答企業
プロファイル
業種分類で見ると装置系は
「3% 未満」がもっとも多く、約 50%
加工・組立系が
「3% ∼ 5%」がもっとも多く約 30%
● 業種間で差が生じている
●
加工・組立系、プロセス系幅広く回答
● 売上規模も規模 4 分類で 25% 程度ずつの回答
● 全社における生産技術部門人数は 3% 未満がもっとも多い
J
M
A
C
競争力がある生産技術部門の
要件を満たすために
日本の製造業の生産性研究を行っ
ている
は﹁ 企業の持続的成
長にはイノベーションが不可欠で、
ものづくり機能の中核を担う生産技
術部門がその核になる ﹂と考えます。
しかし、生産技術に特化したベンチ
マークはまだ少なく、課題把握や情
報発信が難しいのが現状です。生産
技 術 者の 活 躍 は 業 績 良 化 に 貢 献 度
が高いはずですが、現場では専門性
の調 査で
に寄りすぎて、スループットで見る
く あ り ま せ ん。
J
M
A
C
●
ことができないなど、改善点は少な
は、業績が良い企業は﹁ 社内的に生
産技術部門の認知度が高い ﹂ことに
強い相関があり、将来に向けた生産
技術の開発を推進していることがわ
かりました。そこで生産部門に所属
結果、競争力がある生産技術部門の
される方にアンケートを実施。その
要件として﹁ものづくり戦略 ﹂
﹁ 生産
4
﹁ 生産技術部門の課
技術部門の役割 ﹂
導き出しました。しかし各要件には
﹁ 人材育成 ﹂︵ 下図 ︶の 分類を
題﹂
﹁ 財務目標やスローガンだけになって
遅れの実態 ﹂などの課題が残ります。
﹁ 取り組み
いる ﹂
﹁ 数字が下流傾向 ﹂
生産技術部門の機能強化のためには
長期視点の戦略や業務改善、人材育
から つの提言を行います。
3
成などが不可欠。調査結果を踏まえ、
J
M
A
C
N 数 : 207 件
●
生産技術部門の成果を測る4つの要素と3つの提言
成果を創出している
ものづくり戦略
● 具体的な改革を示すものづくり戦略
● 戦略内容の充実度・達成度
生産技術部門の役割
● 生産技術部門のあるべき姿
● 将来的業務の役割合致度・発揮度
生産技術部門の課題
1
提言
成果
成果創出と関連性のある要素
提言
図の中央は成果の関連要素を分類したもので「ものづ
くり戦略」
「生産技術部門の役割」
「生産技術部門の
課題」
「人材育成」の 4 分類とした。これらの要素か
ら、図右の提言「戦略」
「役割」
「育成システム」が導
き出された。今回の調査結果を踏まえ、ものづくり全
体のさらなる発展・成長とその中核を担う生産技術部
門の機能強化のための 3 つの提言について、次ペー
ジから詳細に示す。
2
ものづくりの構造変革を
実現するための
「戦略」
を描け
生産技術部門の
「役割」
を
変革せよ
● 課題先取りと着実な取り組み
● 生産技術独自の要素の織り込み
● 人材育成手段の充実度
提言
人材育成
3
生産技術独自の
「育成システム」
を確立せよ
Vol.77
20
�
- ▲TOP

- ページ: 21
- 提言
10
構造改革と継続的改善の
A
2 つの要素で
描いていく
提言1は、 年を超える長期視
点︵ 下図 ︶でのロードマップをつ
くること。そして、大きく抜本的に
︶
、
D
変えるドラスティックイノベーショ
ンのための﹁ 構造改革 ﹂
︵ 下図
コツコツと変化をさせていくインク
リメンタルイノベーションのための
﹁ 継続的改善 ﹂の2つに分け、それ
ぞれを具体的に描いていきます。
構造改革に関しては何を変えるの
か︵ 下図 ︶
、社会のニーズから設
定し、組織が連携してコンカレント
︶が求めら
E
︵ 複数業務を同時進行 ︶に課題を解
決していくこと︵ 下図
︶が重要にな
G
れます。そして、そのための人材教
育、場づくり︵ 下図
るため、継続的改善も同時に行う必
要があります。元の企業文化も大切
にしながら、 本立てでロードマッ
プを描くことが必須です。成果を出
している企業では、 年先までロー
ドマップを描いているところもあり
ます。
20
2
C
提言1:ものづくりの構造変革を実現するための戦略を描け
長期視点でのものづくり戦略(ロードマップ)
B
ものづくり構造
テーマ
技術開発
設計・評価
課題設定
部門連携課題解決
生産準備
新商品企画
社会的
価値の模索
製品の構造
ニーズと
インサイト
工程の構造
SCM
企画構想
組み合わせで
テーマ設定
技術の
ブラッシュアップ
市場投入
QCD目標
E
市場を通じた評価
新たな商品開発
技術開発
製品技術課題
生産システム革新課題
ものが先行するが
追随して課題設定・解決
圧倒的QCD競争力を図る
工法課題
拠点編成課題
サプライヤー課題
リージョン課題
マネジメント
の
考え方
目指す人材像
役割設定
工数配分
設計・評価
・イノベーター
・技術者
・現場
市場投入
リニューアル
計画
テーマ
場の設定
QCD目標
G 人材育成の場
競争力・収益力向上
短期的継続
製品
生産設計(機能・性能・コスト追求)
工程
改善・効率化追求
SCM
安定供給・安定調達
マネジメント
〇〇生産方式
Business Insights Vol.77
プロジェクト活動を通じた人材育成
生産準備
F ベースとなるものづくりWAY
21
長期的な視点
~10/20年目
状態目標
連携・
コンカレント課題
継続的改善
構造改革
︵ドラスティックイノベーション︶ ︵インクリメンタルイノベーション︶
D
3年目
教育体系・改善を通じた人材育成
次々世代
何を
変えるのか
2年目
市場投入
C
A
1年目
�
- ▲TOP
- ページ: 22
- 提言
3
多能力化、スコープ拡大、
2
フロントローディングの
3 軸で変革を
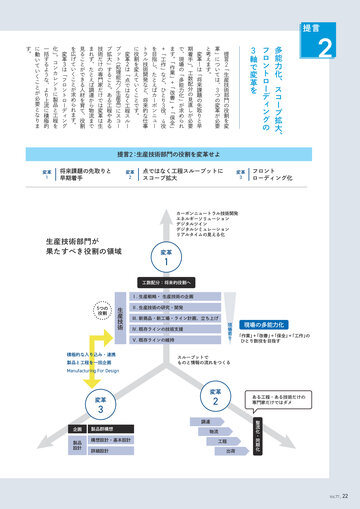
提言 ﹁ 生産技術部門の役割を変
革 ﹂については、 つの変革が必要
と考えます。
は﹁ 将来課題の先取りと早
変革
期着手 ﹂
。工数配分の見直しが必要
で、現場の﹁ 多能力化 ﹂が求められ
4
ます。
﹁ 作業 ﹂+﹁ 改善 ﹂+﹁ 保全 ﹂
+﹁ 工作 ﹂など、ひとり 役、 役
を目指し、たとえばカーボンニュー
トラル技術開発など、将来的な仕事
に役割を変えていくことです。
変革2は﹁ 点ではなく工程スルー
プット︵処理能力/生産高︶
にスコー
プ拡大 ﹂すること。ある工程やある
技術だけの専門家だけでは変革は生
まれず、たとえば調達から物流まで
見ることができる人材を育て、役割
を広げていくことが求められます。
変革3は﹁フロントローディング
化﹂
。コンカレントに製品と工程を
一括するような、より上流に積極的
に動いていくことが必要となりま
す。
3
1
提言2:生産技術部門の役割を変革せよ
変革
1
将来課題の先取りと
早期着手
変革
2
生産技術部門が
果たすべき役割の領域
点ではなく工程スループットに
スコープ拡大
変革
3
フロント
ローディング化
カーボンニュートラル技術開発
エネルギーソリューション
デジタルツイン
デジタルシミュレーション
リアルタイムの見える化
変革
1
工数配分:将来的役割へ
Ⅰ. 生産戦略・ 生産技術の企画
役割
Ⅱ. 生産技術の研究・開発
Ⅲ. 新商品・新工場・ライン計画、立ち上げ
現場寄り
生産技術
5つの
Ⅳ. 既存ラインの技術支援
Ⅴ. 既存ラインの維持
積極的な入り込み・連携
製品と工程を一括企画
現場の多能力化
「作業」
+「改善」
+「保全」
+「工作」
の
ひとり数役を目指す
スループットで
ものと情報の流れをつくる
Manufacturing For Design
変革
ある工程・ある技術だけの
専門家だけではダメ
2
変革
3
製品
設計
製品群構想
構想設計・基本設計
詳細設計
物流
工程
整流化・同期化
調達
企画
出荷
Vol.77
22
�
- ▲TOP
- ページ: 23
- 提言
上位概念から
人材育成も組み込んで
プランニング
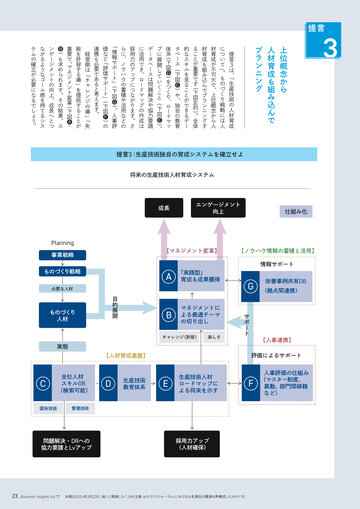
材育成が不可欠で、上位概念から人
﹁ 生産技術の人材育成
提言3は、
について ﹂
。ものづくり戦略には人
材育成も組み込んでプランニングす
的なスキルを見ることができるデー
ることが重要です︵ 下図左列 ︶
。全体
C
︶や、独自の教育
︶をつくり、ロードマッ
E
タベース︵ 下図
体系︵ 下図
D
︶
。
データベースは問題解決や協力要請
プに展開していくこと︵ 下図
に活用でき、ロードマップの作成は
採用力のアップにつながります。さ
︶の
F
︶
、人事評
G
らに、ノウハウの蓄積や活用などの
﹁ 情報サポート﹂
︵ 下図
価など﹁ 評価サポート﹂
︵ 下図
連携も必要であると考えます。
・A
﹁失
経営側は﹁チャレンジの場 ﹂
敗を許容する場 ﹂を提供することが
︶も求められます。その結果、エ
重要で、
マネジメント変革︵ 下図
ンゲージメントの向上、成長へとつ
ながるようなゴール感を持てるシス
テムの確立が必要になるでしょう。
B
提言3:生産技術独自の育成システムを確立せよ
将来の生産技術人材育成システム
成長
エンゲージメント
向上
仕組み化
Planning
【マネジメント変革】
事業戦略
情報サポート
ものづくり戦略
A
B
テーマ
「実践型」
育成&成果獲得
マネジメントに
よる最適テーマ
の切り出し
チャレンジ(許容)
G
楽しさ
評価によるサポート
【人材育成基盤】
C
固有技術
Business Insights Vol.77
D
E
生産技術人材
ロードマップに
よる将来を示す
管理技術
問題解決・DRへの
協力要請とLvアップ
23
E
生産技術
教育体系
(拠点間連携)
【人事連携】
実態
全社人材
スキルDB
(検索可能)
改善事例共有DB
サポート
目的展開
必要な人材
ものづくり
人材
【ノウハウ情報の蓄積と活用】
採用力アップ
(人材確保)
本稿は2024 年 3月22日( 金 )に開催した「JMA 主催 ものづくりフォーラム」における山本真也の講演を再構成したものです。
F
人事評価の仕組み
(マスター制度、
異動、部門間移籍
など)
�
- ▲TOP

- ページ: 24
- ものづくりを俯瞰で見られる生産技術者へ
チャレンジを許容する
生産現場に未来が訪れる
トヨタ自動車と日野自動車でクルマづくりのすべてを見てきた牟田弘文氏。
これからの生産現場を支え、発展させるにはどのような視点が必要なのか。
JMAC生産技術幹部交流会コーディネーターの石田秀夫が生産技術の未来について聞いた。
Vol.77
24
�
- ▲TOP

- ページ: 25
- 生産技術だからできる
効率化と良品化
生産技術幹部
石田 牟田さんはトヨタと日野自動
車で生産技術の現場を長年見てこら
れ ま し た。
交流会の座長も務めていただき、次
車ではトラックの工場を見てきまし
た。 生 産 管 理 か ら 物 流、 サ プ ラ イ
チェーンまで、たくさんの経験をさ
せてもらいました。安全対策への意
識も高くなり、作業手順書も一生懸
命つくりましたね。
石 田 牟 田 さ ん と い え ば、 や は り
︵グローバル・ボディ・ライ
生産技術にはまだ
できることがたくさんある。
技術に何が必要なのか、未来に向け
さんのご経験から、これからの生産
南いただいております。本日は牟田
キシブル・ボディ・ライン︶が主流
牟田 そうですね。当時は複数のモ
︵フレ
デルを流す大量生産型
ン︶をつくられたことですよね。
インでも実現するべく生産技術も
まれない。尖ったデザインを量産ラ
は上がりますが尖ったデザインが生
期があります。そうすると生産効率
にシンプルな型づくりを目指した時
か、今後どうするのかを考えるべき
くったラインが今どうなっているの
牟田 上の人は現場に出てこない人
も増えていると聞きます。自分がつ
することは?
未来の工法をつくれるはず。
てお話をお聞かせください。
で し た が、 少 量 ラ イ ン が 可 能 な
世代に向けたものづくりの姿をご指
牟田 トヨタでは乗用車、日野自動
です。当初の計画台数でつくったラ
インではなく、汎用的なラインを考
れてこないのが気がかりです。
牟田 はい、長く使われたラインの
コンセプトです。新しいものが生ま
は長く使われていま
石田
すね。もう 年くらいでしょうか。
が強いんです。
シンプルにしていきたいという思い
ちは、
いろんなことに挑戦したいし、
になったわけです。生産技術の人た
たテーマをもつといろんなことを調
いはなくしてしまおうとか。
そういっ
インを半分にしてしまうとか、ある
未来の工法をつくっていきます。ラ
新しい技術や工法にチャレンジして、
ていると悔しいんです。そうすると
牟田 生産技術に携わる人は他社事
例もよく見ていて、自分たちが負け
石田 生産しやすく、商品性も満た
すということですね。
わけです。
産技術が入ることでどちらも叶える
とから生産技術を希望する人が減っ
めない、夜間も仕事が入るというこ
新しいトライアルをするとなると休
ときは本当に楽しいんです。
しかし、
ものづくりは、さまざまな仕様を
決めて、それでうまく出来上がった
なんです。
産技術に求められるし、できるはず
から良品をつくればいい。それが生
えていく時期にきていると思います。
石田 開発設計と生産技術の連携の
重要性についてはいかがでしょうか。
べるようになる。生産技術にはまだ
ているとも聞きます。だから平日の
石田 そうですね。汎用化を進めて
フレキシブルなラインとして使って
牟 田 昔 は、 試 作 は 開 発 チ ー ム が
行 っ て い ま し た。デ ザ イ ン で 言 う
できることがたくさんあるんですよ。
G
B
25 L
牟田 型もそうですね。検査して調
べて良品とするのではなく、1回目
いくことが重要ですね。
と、海外生産が活発化した際に、現
石田 今の生産技術の人たちに期待
れ、シンプルでスリムな生産が可能
されるほど、主流になりました。生
は
チャレンジすることが大事です。要
(むた ひろふみ)
牟田 弘文 氏
早 稲田 大 学 理 工学 部 卒 業。
1978 年トヨタ自動車工業( 現
トヨタ自動 車 )入社、2006
年常務役員、11年専務役員、
17年日野自動 車 顧 問、同6
月同社取締役副社長。20 年
特別技監、21年アドバイザー
就任後、23 年退任。
F
B
L
産ラインにフレキシビリティが生ま
5
と
は
Design
For
Manufacturing
を生
Manufacturing For Design
G
B
L
地でも型メンテナンスが出来るよう
Business Insights Vol.77
25
G
B
L
J
M
A
C
年を待たずに世界展開
元日野自動車株式会社
アドバイザー
�
- ▲TOP

- ページ: 26
- 区切って考えたり。生産技術に挑戦
で開発したり試験をしたり、工程を
テーマを与えることです。自分たち
すね。あとは、上の人たちが面白い
境を、各社さんは検討してほしいで
昼間にトライアルができるような環
て納品してくれますが、日本はまだ
すので、サプライヤーはそれに入れ
トサイズの標準化などを行っていま
でしょうね。たとえば欧米はパレッ
牟田 おそらく個別最適になってし
まって、全体最適になっていないん
効率や精度は高いのですが⋮。
そこまでいっていません。いろいろ
は不可欠ですから。
なパレットがあるとトラックの積載
効率も悪くなりますから。さらには
取り入れたりすることも重要ですね。
石田 原理原則も大切ですが、技術
を組み合わせたり、新しい考え方を
ばなりません。サプライヤーとも一
はそういうことも考えていかなけれ
そのままラインに流せます。技術者
たらいいですよね。
棚が不要になり、
い課題が生まれます。トヨタ自動車
もばらつきや誤差など、避けられな
ではなく現実世界なので、どうして
題ですね。ものづくりはバーチャル
専門領域だけでなく
俯瞰で見られる技術者に
牟田 そう思います。私は車両全体
の生産技術部門を見ていたことがあ
緒に考えていけたら、日本の物流全
では
車両の組み立て順に運んできてくれ
りますが、
﹁これはどの工程に組み
体の効率も良くなると思いますよ。
導 入 は 早 く、 設 備 設 計 の
込めばよいか ﹂など構造図を見なが
化 は 急 速 に 進 み ま し た。し か
工程では引き受けたくない。ところ
装部門、組み立て部門など、自分の
ね。
石 田 人 材 育 成 の 課 題 も あ り ま す
ほしいです。
で見ることができる技術者が増えて
いう疑問を持ち、理解しながら生産
討できる場づくりが必要です。そう
多く、オフラインでも生産準備を検
しバーチャルだけでは難しいことも
牟田 そうです。新しい取り組みは
技術者にとって非常に興味深い。社
3
がスルーで見てみると一番効率がよ
内競技会や社内外の大会などを目標
サプライチェーンを俯瞰的にスルー
く、コストがかからない工程がわか
技術部門で議論を深めてほしいです
ら考えるわけです。ボディ部門、塗
ります。生産技術をマネジメントす
に成果を出していくのもいいです
牟田 最近はサプライヤーで設計し
生産技術は
﹁ 手の内化 ﹂が大切
ます。
夫できることはまだまだあると思い
ラクにできるかというテーマで、工
ね。産官学で一緒に取り組むことも
ですよね。
くっていくことも大事
白いテーマを社内でつ
いますが、そういう面
りを変えたと言われて
プレス ﹂*はクルマづく
石田 テスラの﹁ギガ
牟田 いろんな知識やノウハウをど
れだけ持っているとか、期待できる
ものづくりを楽しんで。
失敗の許容はとても重要。
る側は前後工程がわかっている必要
生産部門および開発設 計部門の
シームレスな収 益 改 善・体 質 改
善 活 動を主 軸として企 業 支 援を
行う。事 業 戦 略・生 産 戦 略・技
術 戦 略・知財戦 略を組み合わせ
た「マネできないものづくり戦略 」
を推進。
ね。素材部門でも後工程をどれだけ
石田 秀夫
できると思います。
(いしだ ひでお)
人材をどうやって育成すべきかは課
JMAC 取締役
生産コンサルティング事業本部長
シニア・コンサルタント
があり、それはつまりサプライヤー
のこともわかっているということ。
専門領域に加えて幅広い知識があっ
てこそ、レベルの高い生産技術が生
まれるということです。
石田 今、サプライチェーンのお話
がでましたが、日本は欧米に追いつ
けない部分がありますよね。工場の
26
Vol.77
*ギガプレス:巨大な鋳造機で、車両の前後部を一体成型する技術
D
X
D
�
- ▲TOP

- ページ: 27
- な る と、た と え ば 海 外 の サ プ ラ イ
産技術者になってしまいます。そう
す。そうすると、技術を知らない生
た部品が納入されることもありま
わってほしいです。
しながらでも自らつくることにこだ
なる。そうならないためにも、失敗
ライヤーごと行かなければならなく
いうように。そうすると、海外でプ
場、これはヨーロッパの工場⋮⋮と
このテーマはアジア地区のマザー工
ので、
海外に行く人もいるわけです。
レゼンをすることもあり、モチベー
ヤーに指導ができなくなるという課
ションも上がってくるのです。
マネジメント層は
生産技術に働きがいを
石田 生産技術の未来はどうなって
いくとお考えでしょうか。
牟田 まずものづくりの未来に目を
向けると、日本は資源をもっと有効
利用できるはずです。海外から材料
す。そしてチャレンジと失敗を繰り
牟田 技術情報は海外を含めてアン
テナを高く張って見ることが重要で
くる技術のことだけでなく、環境ま
ります。ですから技術者はものをつ
ネルギーを有効活用すべき部分もあ
を輸入して加工するだけではなく、エ
うやってつくっているかわからない
返す。これが絶対に必要。あと 年
石田 各工場をまたいだ共通の課題
解決はいい取り組みですね。
エンジニアでは困るはずですよ。そ
牟田 ちょっと苦言を呈すると、仕
様書が書けない人も増えている。ど
えていますからね。
石田 大企業になるほど、手配する
だけの﹁カタログエンジニア﹂が増
題もでてきます。
石田 生産技術は﹁ 手の内化 ﹂が大
切ということですね。
牟田 そうです。
﹁ 手の内化 ﹂がで
きないと、海外進出する場合にサプ
こに興味をもたせてあげることが、
ほしいです。
工程が必要なのかなど疑問をもって
陣も製造現場に足を運び、なぜこの
経営側には重要だと思います。経営
めていくと、
できる日がくるのです。
しれない。絶対にできると信じて進
もしたら人間も空を飛んでいるかも
それから﹁ 働きがい ﹂を感じられる
現場づくりを。これからの時代はハ
技術 ﹂という視点もよいと思います。
で意識を広げてほしいですね。
﹁ 環境
でする必要はないわけです。
そこで、
すが、似たようなことを複数の工場
出してくる。それはいいことなので
う ﹂と、各工場がオリジナリティを
みも似ていて﹁ 俺たちはこうしよ
牟田 そうそう。昔のトヨタは、工
場ごとに﹁ 俺流 ﹂がいたんです。悩
らみが大切、という。
仕組み ︶をされていましたね。横に
石田 あとは大学や研究所の知見を
集めて連携することで、新しい技術
それが上司の役割です。
クアップだけを考えておけばいい。
もしれません。管理者は最後のバッ
が見えなくても、彼らが見つけるか
さい。自分の頭の中には成功の道筋
い ﹂と言ったらやらせてあげてくだ
者 が﹁ こ う い う こ と を や っ て み た
量の大きさは必要ですよ。若い技術
牟田 私はたくさん失敗してきまし
たからね︵ 笑 ︶
。やはり管理者の度
矛盾しますよね。
牟田 だから技術者は生産現場を
を回して
も っ と 知 っ て、
ことに挑戦する余裕がない。
とは、問題の解決に追われ、新しい
すよね。生産現場で起こっているこ
石 田 何 か に チ ャ レ ン ジ し た く て
も、悩んでいる現場は少なくないで
ことが生産技術の未来には重要です。
のある場づくり、場を与えるという
ンジしたいときにできる、働きがい
ニケーションは不可欠です。チャレ
すから、マネジメント層がベクトル
ラスメントがない指導が求められま
石田 失敗の許容はとても大事だと
思いますが、目標管理制度はそれと
工場を横断してテーマごとに技術者
石田 牟田さんは以前、ショップ軸
活動︵ 各工程︿ショップ﹀を工場横断
を集め、
﹁ショップ軸 ﹂として一緒
を生み出すことを楽しんでほしいで
をしっかりと示すこと、そしてコミュ
に解決してもらいました。面白かっ
すね。
るはずです。期待しています。
いけば新しい発想が必ず生み出され
P
D
C
A
で連携し、
情報共有などを行う活動・
たのが、海外工場も含めて実施した
記事内容に関しては、取材時
(2024 年 3 月)のものです。
Business Insights Vol.77
27
10
�
- ▲TOP

- ページ: 28
- Business Insights Vol.77
2024年7月発行
発行人:小澤勇夫
編集人:豊島涼子
編集:杉山明日美 柴田憲文
ディレクション:中山真理子
(集英社アーツ&デジタル)
編集・ライティング:島田ゆかり 中原美絵子 小泉耕平
デザイン:村松哉
(DynamiteBrothersSyndicate)
撮影:山田英博 中原美絵子 杉山明日美
整理:木村舞子
(Natty Works)
校閲:寺薗かおる
表紙イラスト:平田利之
株式会社日本能率協会コンサルティング
〒105−0011 東京都港区芝公園3−1−22
日本能率協会ビル7F
www.jmac.co.jp
© 2024 JMA Consultants Inc.
本誌の送付先情報の変更、
ご意見・ご感想は、
こちらで受け付けています
https://dlabo.jmac.co.jp/bi
本誌の無断転載・複写を禁じます
�
- ▲TOP
